
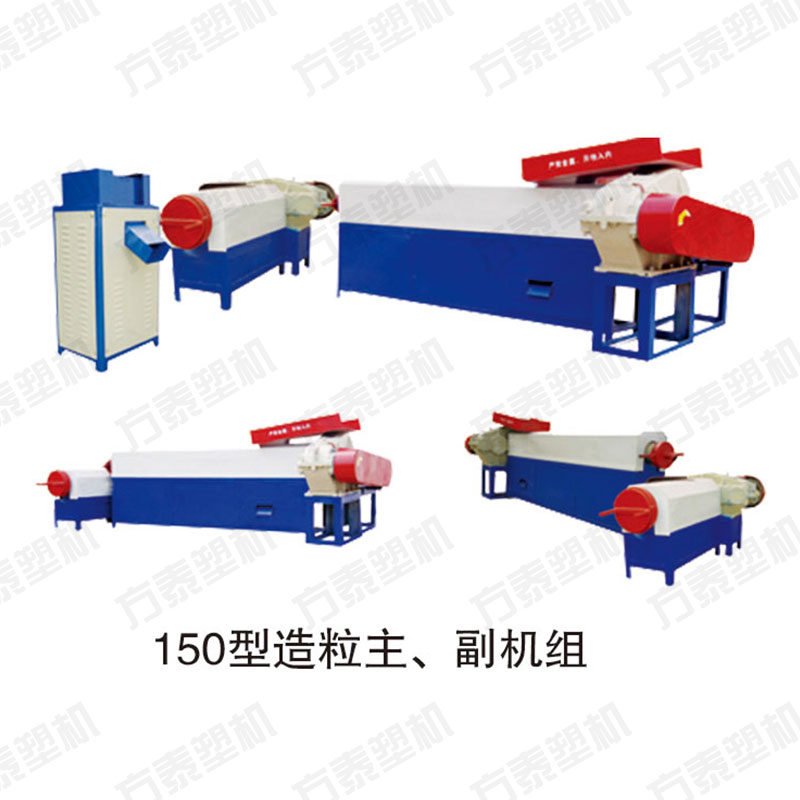
用途:本機主要(yào)擠製PPPEPCABSPET等熱塑性塑料,采用雙階段字母機,達到雙層過濾的目的,更加有效的去除回料中所含的雜質,並能充(chōng)分排氣,使(shǐ)塑化(huà)更均勻,顆粒結實飽滿(mǎn),有光澤(zé)。
造粒機生產流程:破碎清洗出來(lái)的幹(gàn)淨片(piàn)料-投入塑料造粒(lì)機主機-加熱融化(huà)擠(jǐ)出-進入(rù)造粒機輔機-水槽冷卻-切粒-接料倉
特點:塑化混煉均勻,產量高,質量(liàng)穩定,適用範(fàn)圍廣(guǎng),使用壽命長(zhǎng)等特點。
一、注意事項(xiàng)
1、造粒機要(yào)正向運轉;避免倒轉。
2、造粒機切忌涼機空腹運轉,必須熱機加料(liào)運轉,這樣(yàng)可避免(miǎn)發生粘杠(抱軸)現(xiàn)象。
3、造粒機的進料口,放氣孔內嚴禁進入(rù)鐵器等雜物。以免造成事故,影響生產。
二、造粒機工作過程中(zhōng)注意事項
1、隨時注意機(jī)身溫度變化,用幹淨手觸摸條(tiáo)子不沾手時,應(yīng)立即升溫。直至條子沾手為正常。
2、減速機軸承部位燒手時,或伴有噪音應及時(shí)檢(jiǎn)修,並補充加油。
3、主機軸承室兩端軸承部位(wèi)發燙燒手或有雜音時,要停機檢修並(bìng)加注黃油。正常工作時,軸承(chéng)室每隔5-6天(tiān)加黃油一次(cì)。
4、注意摸清機子的運行規律;如:機溫高低,轉速快慢,可根(gēn)據情況,及時處理。
5、機身運轉不穩(wěn)定時,應注意檢(jiǎn)查(chá)連軸器吻合的間隙是否太緊,要及時(shí)調鬆些。
三、首次開機(jī)操作方法
1、開機前(qián),首先升溫約四五十分鍾。將溫度升(shēng)到用手拉動電機三角帶直(zhí)至自如;按正常工作旋向連續拉動八至十次(cì)。然後繼(jì)續升溫十分鍾(zhōng)左右,而後開(kāi)機,但要繼續加溫,因為正常生產需要持續補(bǔ)充熱量;根(gēn)據不同性質的塑(sù)料調節不同溫度(dù)。
2、造粒機正常(cháng)工作時,機溫要保持穩(wěn)定,不要忽高忽低(dī)。放氣孔附近(jìn),直到機頭部位溫度要保持200℃左右(指丙料(liào)、乙料)。
3、入料要均勻,並加足。機子吃料速度與供(gòng)料速度要配合適當。否則會影(yǐng)響顆粒的質量和產量。
4、停機時,主機要徹底(dǐ)切斷電源。機頭絲堵(帶扳手部分)必(bì)須摘下來。待下一次使用前單獨預熱。




 掃一掃二維碼
掃一掃二維碼 掃描手機(jī)站
掃描手機(jī)站
